





Position: HOME > Industry News > Analysis of Performance Differences Among Laser Cutting Welding Machines with Different Powers

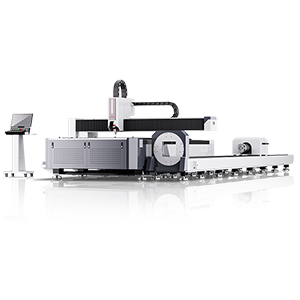
In the context of manufacturing industry transformation toward intelligence and precision, laser cutting welding machines have become core equipment in metal processing due to their high efficiency, flexibility, and minimal deformation. However, faced with a wide range of power options (from 500W to 20,000W) on the market, many enterprises are confused: What are the performance differences among laser cutting welding machines with different powers? How to choose the right power for production needs? This article systematically analyzes the performance differences from four dimensions—cutting capability, welding effect, efficiency, and cost—to provide references for enterprise procurement.
1. Core Parameters: Power Defines Performance Boundaries
The power of a laser cutting welding machine directly determines its energy output capacity, thereby influencing processing range and precision. Mainstream equipment on the market can be categorized into three power segments:
Low-power (<1000W): Suitable for cutting thin plates (<3mm) and precision welding (e.g., electronic components, hardware accessories);
Medium-power (1000-4000W): Covers cutting of medium-thickness plates (3-12mm) and structural part welding (e.g., automotive components, chassis cabinets);
High-power (>4000W): Designed for cutting thick plates (>12mm) and heavy-duty welding (e.g., shipbuilding, bridges, pressure vessels).
Power differences not only manifest in numerical values but also affect actual processing effects through parameters like beam quality (BPP value), energy density, and stability. For example, high-power equipment typically uses higher-quality fiber lasers with lower BPP values (<4mm·mrad), enabling faster cutting speeds and deeper welding penetration.
2. Cutting Performance Differences: From Thin to Thick Plates
Cutting is a core function of laser cutting welding machines, and performance varies significantly across power segments:
2.1 Low-Power Equipment (<1000W)
Applicable Materials: Primarily targets thin plates (<3mm) of stainless steel, carbon steel, and aluminum; can cut complex graphics (e.g., small holes, narrow slots).
Cutting Speed: A 500W machine can cut 1mm stainless steel at 15m/min, but thicknesses exceeding 3mm may cause slag adhesion or deformation.
Precision Advantage: Small heat-affected zone (HAZ <0.1mm), ideal for precision parts (e.g., mobile phone frames, eyeglass frames).
2.2 Medium-Power Equipment (1000-4000W)
Applicable Materials: Covers 3-12mm medium-thickness plates of carbon steel, stainless steel, and aluminum; meets automotive manufacturing and sheet metal processing demands.
Cutting Speed: A 3000W machine can cut 6mm carbon steel at 18m/min with good cut verticality (<1°).
Functional Expansion: Some models support air cutting (low cost), but oxidation on material surfaces must be managed.
2.3 High-Power Equipment (>4000W)
Applicable Materials: Designed for thick plates (>12mm); can cut 20mm carbon steel, 15mm stainless steel, or even thicker materials.
Cutting Speed: A 6000W machine can cut 12mm stainless steel at 12m/min with flat, burr-free cuts.
Technical Advantage: Uses high-power fiber lasers and intelligent piercing technology to rapidly penetrate thick plates, reducing preheating time.
3. Welding Performance Differences: From Micro-Welding to Deep Penetration
Welding is another core function of laser cutting welding machines, and power directly determines welding capability and applicable scenarios:
3.1 Low-Power Equipment (<1000W)
Welding Type: Focuses on micro-welding and spot welding; suitable for electronic components (e.g., battery tabs) and precision instruments (e.g., sensors).
Penetration Control: A 500W machine can achieve 0.3mm penetration when welding 0.5mm stainless steel, but thicknesses exceeding 1mm may cause incomplete fusion.
Precision Advantage: Low heat input reduces deformation (<0.1mm), ideal for high-precision scenarios.
3.2 Medium-Power Equipment (1000-4000W)
Welding Type: Supports continuous welding, lap welding, and seal welding; applicable to automotive parts (e.g., doors, seats) and hardware products (e.g., water tanks, fuel tanks).
Penetration Control: A 3000W machine can achieve 2mm penetration when welding 3mm carbon steel, with aesthetic weld formation (free of porosity or cracks).
Efficiency Improvement: Welding speed is 3-5 times faster than traditional TIG welding, eliminating the need for post-weld grinding.
3.3 High-Power Equipment (>4000W)
Welding Type: Enables deep penetration welding and through-welding; suitable for thick plate welding (>8mm) in shipbuilding, pressure vessels, and aerospace.
Penetration Control: A 6000W machine can achieve 8mm penetration when welding 10mm aluminum alloy, with weld strength close to the base material.
Technical Advantage: Uses high-speed galvanometer scanning welding technology for large-area, high-efficiency welding, reducing deformation and stress concentration.
4. Efficiency and Cost: The Economic Equation Behind Power
Choosing a laser cutting welding machine involves balancing power with production efficiency and cost:
4.1 Procurement Cost
Equipment price correlates with power. For example:
500W: Approximately 15,000–30,000;
3000W: Approximately 75,000–120,000;
6000W: Approximately 225,000–450,000.
Beware of “power overstatement” by some manufacturers; verify actual output via thick plate cutting tests.
4.2 Operating Cost
Electricity: Higher power increases energy consumption. A 3000W machine costs ~15/hourinelectricity(at0.15/kWh), while a 6000W machine costs ~$30/hour.
Assist Gas: Cutting stainless steel requires nitrogen (high cost), while welding aluminum requires argon (moderate cost). Higher power slightly increases gas consumption.
Maintenance: High-power equipment has complex optics and precision components, with maintenance costs (e.g., laser repairs, lens replacements) 30–50% higher than low-power models.
4.3 Production Efficiency
Power upgrades significantly reduce processing time. For example:
Cutting 6mm carbon steel: A 500W machine takes 2 minutes per piece, while a 3000W machine takes 0.5 minutes.
Welding 3mm stainless steel: A 500W machine takes 10 seconds per spot, while a 3000W machine takes 3 seconds.
5. How to Choose the Right Power?
Selecting the power of a laser cutting welding machine requires considering:
Material and Thickness: Low power for thin plates, high power for thick plates.
Production Rhythm: Medium- to high-power equipment for mass production to boost efficiency.
Budget and Cost: Balance procurement costs with long-term operating costs; avoid “overpowering” for small tasks.
Scalability: If future needs include thicker materials, choose equipment with power headroom (e.g., opt for 4000W if currently cutting 6mm carbon steel).
Conclusion
Laser cutting welding machines with different powers vary significantly in cutting capability, welding effect, efficiency, and cost. Low-power equipment suits precision processing, medium-power covers mainstream needs, and high-power is designed for heavy-duty applications. Enterprises should choose equipment with optimal cost-effectiveness by aligning power with material type, thickness range, and production scale. Scientific evaluation of power-performance relationships not only enhances processing quality but also reduces long-term operational costs, providing strong support for manufacturing transformation and upgrading.
2025-07-22
2025-07-21
2025-07-19